In the past, dry cutting was used for the cutting of stainless steel and aluminum. At the same time, in order to prevent the scale from appearing on the cutting surface, H35 (gas composition: hydrogen 35%, argon 65%) was used as the cutting gas, while dry The method of dust removal treats flue gas. In this process, we still cannot deal with the noise generated by cutting, the metal particles contained in the air, the light radiation generated by cutting, etc., and the impact and damage to the operators and surrounding workers. At the same time, it also brought a major safety hazard to the enterprise (H35 is a flammable and explosive gas).
1. Advantages of plasma underwater water jet cutting
Low carbon environmental protection and green cutting - plasma underwater water jet cutting technology with large thickness of stainless steel and aluminum. With the industrial upgrading of China's manufacturing industry, there is an increasing demand for CNC cutting of large-thickness stainless steel. In the past, plasma cutting was mostly for carbon steel and stainless steel sheets and medium-thickness sheets, mainly dry cutting. However, stainless steel and aluminum contain various heavy metals such as nickel, which adopt dry cutting. The cutting process produces highly toxic gases such as nickel and other heavy metal oxides, and the cutting noise is extremely harsh, and the cutting edge oxide scale is serious, requiring secondary processing, which not only causes two The waste of secondary energy is also harmful to the workers. According to the needs of low-carbon environmental protection and green cutting, cutting stainless steel and aluminum must try to eliminate highly toxic gases, eliminate noise, pollution and prevent oxidation, and avoid secondary processing and secondary energy waste. Underwater water jet cutting technology is currently the most economical and effective stainless steel cutting solution.
2. Plasma underwater water jet cutting key device
The use of plasma underwater cutting must involve two core technologies and devices, one is the Air Curtain, as shown in Figure 1, one is the Water Injection Cutting or the water curtain cutting, as shown in Figure 2. Shown. The air curtain device is used when cutting underwater. Its working principle is to form an air curtain by passing air through the outer ring shielded by the torch, blowing water between the torch and the steel plate, so that the cutting nozzle portion of the torch is under water. The air curtain is formed with a small dry cutting environment, which is used to reduce the influence of water on the plasma arc when cutting underwater, reduce the loss of plasma power and cutting speed, increase the cutting speed, and reduce smoke, dust and radiation. And noise pollution.

The water jet (water curtain) device can be used not only for underwater cutting with the air curtain, but also for water cutting alone. The working principle is that the water is directly used inside the torch (flowing out in the protective gas pipe) through the action of the pressure pump, and the water is sprayed out by the high-pressure water muffler to reduce the noise and isolate the air between the torch and the steel plate. Prevent oxidation. At the time of plasma cutting, water is vaporized to adsorb smoke and dust. Its function is to use high pressure water as the shielding gas, compress the plasma arc to prevent spreading, prevent the oxidation of the cutting surface, and ensure the vertical and upper and lower surface quality of the cutting surface. At the same time, because water can help reduce the surface temperature after cutting, the deformation coefficient of stainless steel and aluminum is reduced. Because water is used as a shielding gas, H35 (argon hydrogen gas) is replaced, which effectively reduces the cutting cost and the risk of gas.
3. Plasma underwater water jet cutting method
The plasma cutting methods of stainless steel and aluminum are as follows, as shown in Fig. 3, and the specific method is as follows.

image 3
(1) Dry/water surface cutting adopts Air/Air as cutting gas/protective gas, which has the lowest cutting cost, severely oxidized cutting surface, and can be used and welded after mechanical treatment. With N2/N2 cutting, cutting cost increases and welding performance improves. However, the biggest problem of the above two methods is that the surface of the cutting surface generates oxides, and the noise pollution is serious, and at the same time, there are problems such as large light pollution and thermal deformation of the parts, and damage to the human body caused by dust and metal particles. N2/H35 cutting (a common method of dry-cut stainless steel) has the best cutting quality, but the cutting cost is the highest. At the same time, because H35 is a flammable and explosive gas, it must pass the special acceptance of fire protection and other safety certification. When there is water under the plate, because H35 contains hydrogen, it will cause hydrogen to accumulate in the water and encounter the problem of rapid combustion and explosion caused by open flame. Therefore, both dry and water surfaces cannot meet the requirements of low carbon environmental protection and green cutting.
(2) Underwater cutting method 1. The PT-36 fine groove cutting torch provided by ESAB USA can do dry cutting, underwater cutting and bevel cutting without changing the torch. Directly cut the torch into the water for cutting, just change the cutting table to a water tank. The advantage of this method is that the input cost is the lowest, the cutting gas/protective gas is the same as the dry cutting, or the N2/N2 nitrogen gas can realize the underwater cutting of stainless steel, effectively reducing the radiation, toxic gas and smoke pollution, and cooling the parts. , reduce thermal deformation. Disadvantages or shortcomings: The plasma arc is directly in contact with water and is affected by the water flow at any time. The cutting quality (verticality and smoothness) cannot be guaranteed. Therefore, this method is mainly applied to the cutting of stainless steel sheets, and the requirements for surface verticality and coarseness are required. not tall. The oxidation problem of stainless steel is not solved, and the cut surface is oxidized and blackened. At the same time, because the water will take away the energy of the plasma arc, the cutting speed and the piercing ability are reduced.
Method 2: Install an Air Curtain device on the torch to achieve underwater cutting. The function of the air curtain is to separate the water and the ion arc to form a dry cutting environment, which reduces the influence of water on the ion arc, thereby improving the cutting speed and piercing ability of the underwater cutting and improving the underwater cutting quality. At the same time, it effectively solves the problem of noise and pollution, and is the most environmentally friendly and economical underwater cutting technology. The disadvantage is that the problem of oxidative blackening of the cut surface remains unresolved.
Method 3: Install an air curtain and a water jet device (WIC) on the torch, using N2/H2O, N2 as the arcing and cutting gas, and water as the shielding gas. This is the best way to cut stainless steel so far, and its advantages are very obvious: 1 effectively reduces the cost of cutting, because the cost of N2 is much lower than the cost of H35, and the cost of water is lower than the cost of N2 (water is softened) Tap water can be). 2 Due to the underwater cutting using WIC/ACA water jet and air curtain, the oxidation surface of the cutting surface is obviously changed, effectively preventing the oxidation of the cutting surface. 3 noise is significantly reduced. 4 Toxic gas pollution, smoke and dust pollution are significantly reduced. 5 The cutting quality is obviously improved, the cutting surface is very vertical, and the upper and lower edges are very smooth and flat.
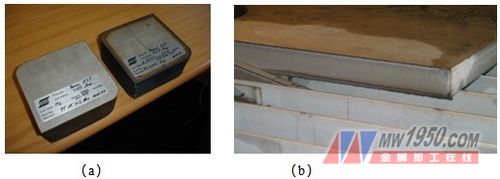
Figure 4 is a comparison of 50mm stainless steel underwater water jet cutting and dry water cutting, provided by ESAB, using ESAB EPP-601/PT-36 power supply, water jet and air curtain (WIC/ACA) device, cutting surface It is smooth and smooth, the upper edge angle is very vertical, and the heat-affected oxidation zone is almost absent. The dry cutting on the water adopts ESAB EPP-600A, N2/H35/N2, and the heat affected zone of the cutting edge is obvious. The oxidation zone needs to be removed by mechanical processing. Figure 4b is an example of a 100 mm stainless steel underwater water jet cut.
It should be pointed out that when cutting underwater, the plasma power will be significantly reduced by the influence of water flow. The cutting data in the general technical table is mostly the perforation and cutting data in the case of dry cutting on the water. Hit a half discount. For example, the plasma power supply of 360~450A can cut 40mm stainless steel in dry condition. However, when cutting underwater, the water absorbs the power of the plasma, reducing the cutting speed and the thickness of the perforation. The actual cutting capacity is only 20mm. To cut stainless steel over 40mm under water, you must use a power supply of 600A or above, such as ESAB EPP-601 single plasma power supply. Under dry cutting or water cutting conditions, stainless steel perforated cutting thickness reaches 70~75mm, underwater water The jet cuts stainless steel and has a perforation cutting capacity of 50mm.
4. Conclusion
In short, low carbon environmental protection, green cutting, high efficiency cutting, high precision cutting, high operational cutting, and high integrated cutting are the top ten core manufacturing industries in China during the “Twelfth Five-Year Plan†period – construction, machinery, ships, railways. Metallurgy, petrochemical, hydropower, household appliances, boiler and pressure vessel and container industry (both steel as the main raw materials), in the development direction of the cutting and welding production process, because the plasma cutting production efficiency is four times the efficiency of traditional flame cutting production, Therefore, plasma cutting will quickly become popular and gradually replace flame cutting. At the same time, underwater cutting, especially underwater water jet cutting, compared with dry gas cutting, lower operating costs, better cutting quality, more environmentally friendly and low carbon, is the future development direction of green cutting.
Electric Gate Valve,Flange Gate Valve,Flat Gate Valve,Gate Valves
Antai Magnet Co., Ltd. , http://www.buxiugangvalve.com