0 Preface
In high-parameter high-power thermal power generation thermal equipment, the fastening bolts used on the joint surfaces of high-pressure pipe flanges, valves and steam turbine cylinders, due to the high operating temperature, can cause stress relaxation during long-term operation. It is well known that the occurrence of slack will cause the residual stress of the bolt to continuously decrease; when the residual stress is reduced to less than the minimum sealing stress required for the fastening connection, the seal will fail and the steam will leak.
In order to ensure the reliability of the connection and the safe operation of the equipment, a series of requirements and regulations are proposed for the design, selection, manufacture and installation of high temperature bolts. For example, the design life of the bolt is 20,000 hours and the minimum sealing stress is 15kgf/mm 2 .
Based on the relaxation and creep properties of metallic materials, the authors have given a calculation method for residual stress in bolt relaxation. This paper further analyzes the effects of bolt material, initial tightening stress, multiple re-tightening, and nuts and washers on the relaxation during relaxation.
1 Influence of bolt material on slack
When working under high temperature conditions, the stress resistance of materials with good relaxation properties decreases slowly with time. High-temperature bolts made of this material can effectively extend the working period. Generally speaking, the addition of alloying elements such as Cr, Ni, Mo, Ti to carbon steel can improve the metallographic structure of the metal and improve the high temperature strength and the anti-relaxation performance. Therefore, in high-parameter thermal power equipment, carbon alloy steels such as 25crZMov, 25rCZMoIV, etc. are often used as high-temperature bolt materials. Several commonly used bolt materials and applicable operating temperatures are listed in Table 1.
Compared with 25CrZMoV steel, 25CrZMOIV steel has higher Cr and V content and more than 3 times Mo content than 25crZMov steel. Therefore, it has better anti-relaxation performance and high temperature strength, and can be used for bolt materials working below 550 °C. In order to overcome the shortcomings of 25rCZMoIV steel in high temperature operation, ZoCrIMoIVNb and ZoCr1MolVTIB steels are available. These two materials are suitable for use below 570 °C, and can also be used at 550 °C instead of 25CrZMo1V steel.

The heat treatment method of the bolt material has a direct influence on refining the grain, improving the distribution state of the alloy elements, improving the high temperature strength and anti-relaxation properties of the material. The literature compares the residual stresses of 25CrZMoV steel heat treated in different ways after working at 500 ° C for 10,000 hours (Table 2 ). It can be seen that after the different steel materials are heat treated in different ways, the anti-relaxation properties of the materials will vary greatly. Therefore, when selecting the bolt material, the heat treatment method should also be determined together.

2 The effect of initial stress on relaxation
Experiments show that the residual stress of metal materials when they relax at high temperature has the following characteristics: (1) The residual stress drops sharply in the short time of starting work, and gradually becomes slower with time; (2) If the initial stress is increased , the residual stress will increase, but the rate of plastic stress will increase as the plastic deformation speed of the material increases. (3) Even if the initial stress is different, the residual stress tends to be the same after a long time. . Figure 1 shows the downward trend of stress of 25CrZMoV steel after long-term work under different initial stresses. Figure 2 shows the effect of the initial stress on the residual stress. It can be seen from the figure that the longer the working time, the more gradual the curve is, that is, the influence of the initial stress on the residual stress becomes small after a long time.



3 The effect of refastening on slack
It has been pointed out previously that simply increasing the initial tightening stress of the bolt does not significantly improve the residual stress after a long time. This is because increasing the initial stress causes the speed of plastic deformation to increase, that is, the rate of stress reduction increases. Moreover, the amount of plastic deformation allowed by the bolt is also limited, and excessively increasing the initial tightening stress may reduce the service life of the bolt. In order to prolong the continuous working time of the bolts, the current method of retightening the bolts is generally adopted in each power plant, that is, after the equipment is put into operation for a certain period of time, when the residual stress of the bolts falls close to the sealing stress, the bolts are tightened again to increase the stress value. Obviously, the method of using this intermediate retightening bolt can extend the working time without increasing the initial tightening stress. Figure 3 shows the stress change curve of 25CrZMolV steel after tightening for 1500 hours.
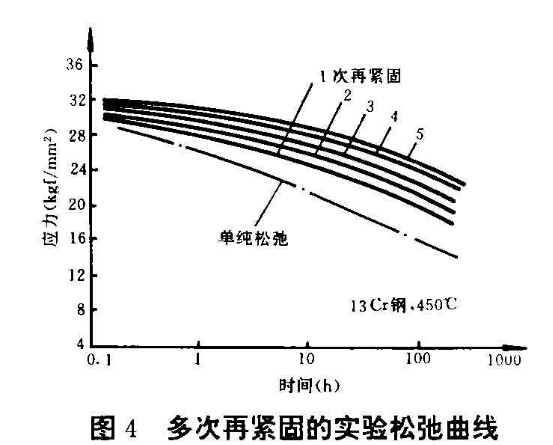
However, multiple retightening of the bolt will affect its slack characteristics. Some Japanese scholars have done special research on this under the conditions of actual use. Figure 4 is an experimental relaxation curve for multiple refastening of 13Cr steel at 450 °C. The figure shows that for each re-fastening, the material will harden and the rate of stress reduction will be reduced accordingly. As the number of refastenings increases, the relaxation curve tends to approach gradually. The graph shown in Fig. 5 shows the relationship between the residual stress and the total plastic strain generated at this time after repeated tightening for 10 hours in Fig. 4. The curve shows that as the number of tightening increases, the plastic strain increases and the residual stress approaches a fixed value. The literature believes that if repeated re-tightening, the residual stress of the material will be equivalent to the creep state of the third stage, and the plastic strain during the relaxation process will increase rapidly, and the residual stress will decrease after a period of time, and finally the material will break. That is to say, the number of times the bolts are tightened in the middle is limited. Each time you re-tighten, the bolt life will be reduced one by one.

4 Effects of nuts, washers and flanges on slack
The nuts, washers, etc. used in bolting are generally subjected to lower operating temperatures than the bolts themselves, and they also have a certain effect on the slack of the bolts.
Assume that the initial elastic elongation of the bolt body (ie, the nut and the washer) is beta times the bolt body; the attachment such as the washer also has some creep deformation, and the creep deformation amount at a certain moment is the bolt body deformation amount. Phai times. At this time, the corresponding relaxation condition is
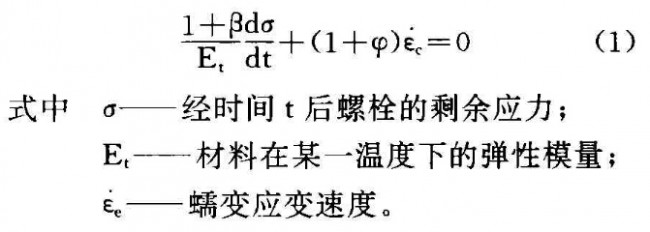
Considering the situation after a long time, if the relationship between the strain velocity and the stress adopts the expression ε c = k σ n of the stable creep phase, the relaxation of the initial stress σ 0 to the residual stress σ can be obtained by using the formula (1). The time elapsed is:
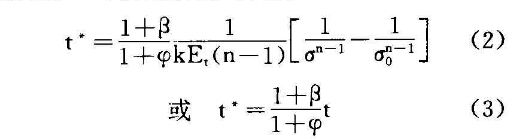
Equation (2) shows that due to the influence of the elastic and plastic effects of the attachment such as the gasket, the time required for the residual stress of the bolt to drop to a certain value is (1 + β) / (1 + φ) times the bolt body. Here (1+β)/(1+φ) is called the life coefficient.
According to formula (3), the influence line diagram of β and φ values ​​on t * /t is plotted (Fig. 6). When β = φ = 0, only the pure relaxation of the bolt body is considered. It can be seen from Fig. 6 that the increase of the φ value, that is, the plastic deformation generated outside the bolt body, will have an adverse effect on the slack; contrary to the influence of φ, the β value increases, which is advantageous for delaying the drop of the residual stress of the bolt. When φ = 0, that is, no plastic deformation occurs outside the bolt body, the time required for the residual stress of the bolt to drop to a certain value is (1 + β) times the bolt body. This shows that choosing a good anti-relaxation material, reducing the temperature of accessories such as nuts and washers, reducing plastic deformation, and utilizing and improving the elastic effect are beneficial for maintaining the pre-tightening force of the bolt for a long time.

In addition to the above nuts and washers, the influence of the flange on the stress relaxation of the bolt cannot be ignored. In this regard, Bailey, Marin and others have done a special study to analyze the effect of flange thickness on the life factor of the bolt. Note: If the bolt and flange material are the same, the thickness of the thin flange varies with its thickness. At a certain thickness, the life factor can be maximized. If further thickened, the life factor no longer increases, but tends to a certain value. That is to say, the flange has an optimum thickness for the life factor. In general, if the bolt material is a high-strength alloy steel, a thick flange must be used. In summary, it can be seen that the factors affecting the stress relaxation of the bolt are various, so in order to ensure that the bolt can be safely operated for a long time at a high temperature, comprehensive consideration is required.
Yoga Bags,Yoga Mat Bag,Yoga Mat Tote Storage Bag,Yoga Gym Bag
Dongguan C.Y. RedApple Industrial Limited , https://www.redapplebags.com