Titanium alloys are difficult-to-machine materials, and the processing of titanium alloy high-precision rotors is also a difficult problem in the mechanical manufacturing industry. This paper summarizes a set of processing methods through the processing of typical high-precision shells, and proves through practice that the process effectively solves the processing problems of such parts.
Process analysis
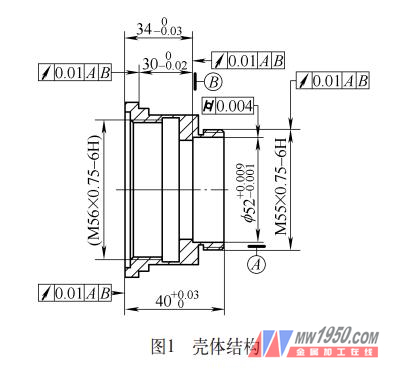
As shown in Figure 1, the material of the part is titanium alloy TC4. There are two difficulties in processing: one is how to solve the difficult machining problem, and the other is how to control the deformation of the part to ensure high precision.
2. Difficult analysis
There are two aspects to the difficult machining point of titanium alloy materials: First, the material structure has poor machinability. The structure of titanium alloy is complicated, the affinity is large, and the lattice atoms are not easy to get out of the equilibrium position. When the hardness of the material is higher than 350HBW, the cutting process is particularly difficult. When the hardness is lower than 350HBW, the sticking phenomenon is easy to occur.
The second is that the material is cut at a high temperature and the tool wears quickly. When the parts of titanium alloy material are processed, the temperature of the cutting zone is much higher than the temperature of other materials. The thermal conductivity of the material is lower than that of stainless steel and high-temperature alloy. The heat dissipation condition is poor, so that the temperature in the cutting zone rises rapidly, and it is difficult to dissipate in the vicinity of the cutting area. The stress concentration near the machined tip causes the tool to wear and chip and destroy the surface quality of the part.
There are four aspects to controlling the difficulty of deforming a part:
(1) The structural rigidity of the parts is poor. The wall thickness of the parts is 1.5mm and 2mm; the rigidity is poor, and the cutting force causes a certain deformation of the parts, which affects the dimensional accuracy and geometric tolerance of the housing parts.
(2) It is difficult to control the amount of cutting. Under the influence of cutting speed, feed rate, cutting depth and other factors, vibration occurs during the cutting process, and the parts are deformed.
(3) Influence of clamping force during clamping When the part is positioned and clamped, deformation occurs under the action of radial clamping force. When the machining is completed, the part is elastically deformed and an ellipse is generated, resulting in an oversize difference.
(4) Stress release and deformation During the whole process of the part, the stress generated by the material itself and the cutting force is continuously released, which affects the dimensional and geometric tolerance requirements of the part.
(5) Influence of temperature change Due to the high precision of parts, the environment in which the machining is placed and the temperature change of the machine itself may also have an impact.
3. Solution
The following measures are taken for the difficulty in processing titanium alloy materials:
(1) Reasonable selection of tool materials to improve tool life. Practice has proved that when machining titanium alloy materials, it is necessary to use hard alloys with good wear resistance, high flexural strength, good thermal conductivity, anti-adhesion, oxidation resistance and vibration resistance. blade. Through extensive cutting tests and summaries using blades of different materials, the blade material finishing is preferably I C907 , the semi-finishing is preferably Y G10HT, and the finishing is preferably YG643, and the tool life is long.
(2) Optimizing tool parameters There are differences in tool usage parameters at different stages of machining.
Blade parameters during roughing: rake angle γ o = 4° ~ 6°, back angle α o = 11 ° ~ 13 °, lead angle κ r = 45 °, sub-lead angle κ' r = 7 ° ~ 14 ° , the blade inclination angle λ s = 1 ° ~ 3 °, the tool edge arc R = 1.5 mm.
For semi-finishing, the rake angle of the blade parameters is γ o = 5° ~ 8°, the relief angle α o = 13 ° ~ 15 °, the main declination κ r = 30 ° ~ 40 °, the sub-lead angle κ' r = 15 ° ~ 20°, the blade inclination angle λ s = 6° to 8°, and the tool edge arc R =1mm.
For the finishing, the rake angle of the blade parameter is γ o = 8° ~ 10°, the relief angle α o = 15 ° ~ 17 °, the main declination κ r = 43 °, the sub-lead angle κ' r = 20 ° ~ 30 °, The blade inclination angle λ s = 5° to 7°, and the tool edge arc R = 0.3 to 0.5 mm.
(3) Selecting the appropriate cutting fluid and pouring method to use the extreme pressure emulsion to cool, and take away the cutting chips of the tool in time; the tool bar adopts the central control type, and the cutting fluid nozzle is directly added to the cutting of the tool through the tool bar to avoid The production of built-up edge reduces the temperature in the chip area and improves the processing quality of the parts.
(4) Optimizing the process The rough release → heat treatment → semi-finishing → heat treatment → finishing → heat treatment, gradually release the stress. Semi-finishing and finishing need to eliminate the reference deformation, and control the deformation of the rotary body through the semi-finishing cycle and the finishing cycle.
(5) Optimize the amount of cutting Through long-term test and exploration, the three elements that are reasonable in different processing stages are obtained: the cutting speed selected during roughing is 40~50 m/min, the feed rate is 0.7mm/r, and the amount of backfeed is 2 ~ 3mm, mainly to remove the large amount of parts, accelerate heat dissipation, accelerate stress release. The cutting speed selected during semi-finishing is 80-100 m/min, the feed rate is 0.3 mm/r, and the amount of back-feeding is 0.3-0.5 mm, which further removes the remaining amount of parts and further stress release. The cutting speed selected during finishing is 180 to 240 m/min, the feed rate is 0.1 to 0.2 mm/r, and the amount of backing is 0.1 to 0.2 mm, which eliminates and avoids deformation of the workpiece caused by vibration during cutting.
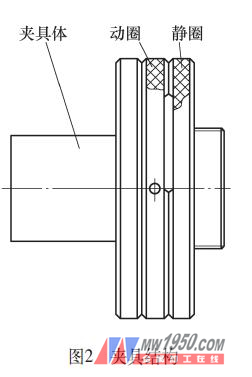
(6) Design and manufacture of reasonable fixtures As shown in Fig. 2, the clamps are tensioned by the thread of the part itself, and the end faces are positioned, and no radial force is generated on the parts to overcome the influence of the radial force on the parts. Once the clamping is performed, the outer circle, the inner hole and the end surface of the part are processed at one time, so as to ensure the dimensional accuracy and geometric tolerance of the part. After the part is finished, turn the moving and positioning ring to make the concave and convex close, so that the part positioning end surface and the dynamic and static positioning ring have a certain gap, and the rotating parts can be removed to eliminate the elastic deformation of the clamping.
(7) Three-stage heat treatment is used to eliminate stress roughing and then subjected to annealing and recrystallization heat treatment at a temperature of about 700 °C for 2 hours to promote uniform internal structure and improve cutting performance. After semi-finishing, the aging is performed again and maintained at 550 °C for 1 h to further eliminate and release the residual stress of the part. After the finishing of the parts is completed, the three-cycle stable finishing size of about 1 hour at 45 ° C and 2 hours at 80 ° C is performed.
(8) Temperature control The ambient temperature is controlled by the central air conditioner at about 22 °C. After starting the machine every day, the machine runs dry for 1 to 1.5 hours. After the preheating reaches the heat balance, the machining starts and the temperature is kept constant.
4. Conclusion
In this paper, by selecting the tool materials and parameters of different processing stages of titanium alloy materials, the process flow, cutting elements, clamping form, heat treatment and ambient temperature are optimized, thus controlling the quality of titanium alloy high-precision rotary body processing. With the technical requirements of size and geometric tolerance, the qualification rate of the shell parts is greatly improved, and it can be used as a reference for similar parts processing technology.
As large fountain manufacture in china,pool fountain is one of our main projections.The pool fountain has many modeling elements, including various Nozzles, underwater colored lights, and special pumps for fountains.The pool fountain have ultra-high spray,light, water curtain and music interweave show a spectacular side.
Pool Fountain,Solar Pool Fountain,Modern Pool Fountain,Swimming Pool Fountain
Wuxi Jinshanghua Environmental Equipment Co., Ltd , https://www.jshfountain.com