Our company is a professional manufacturer of automobile water pumps. Figure 1 is a circulating pipe that needs to be used in a large number of pumps. Due to process reasons, it is necessary to finish the surface of the car after bending and forming (18.5 0+0.05mm in Figure 1, its unilateral side The balance is about 0.15 mm). How to design the lathe fixture of this thin-walled elbow, our process group considered many solutions, and analyzed various solutions here, and hoped to learn from everyone.
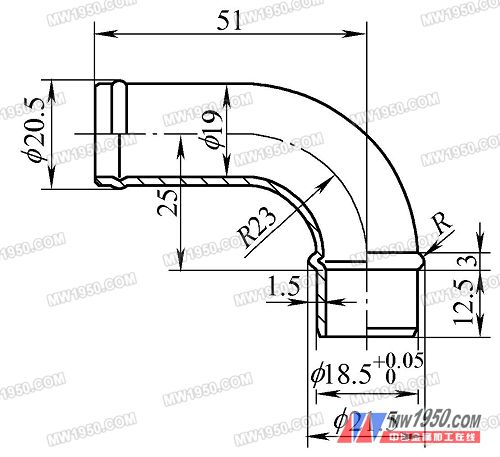
Figure 1 cycle tube structure
1. Analysis of the bending fixture
Considering the convenience of clamping, we designed the bending fixture. As shown in Fig. 2, an elbow is mounted on the faceplate, and the end face and the inner hole are positioned, and clamped at 19 mm. This fixture is simple in design, but the positioning error is too large. Firstly, due to the influence of the dimensional tolerance of the workpiece, it is impossible to ensure that the center line of the machining part is concentric with the rotation axis of the clamp; secondly, the degree of freedom of rotation of the axis of the cylindrical surface of the workpiece relative to the other cylinder axis cannot be limited. Therefore, the first option has not been implemented and it has failed.
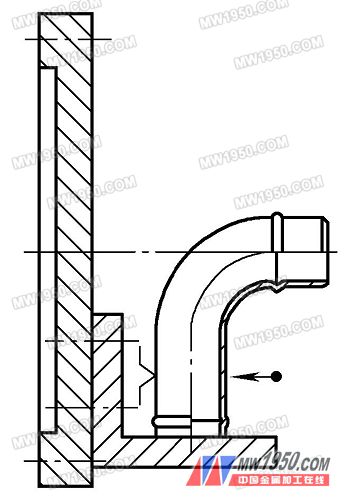
Figure 2 Schematic diagram of the elbow fixture
2. Analysis of V-shaped slider fixture
Based on the experience of the first set of solutions, we designed a V-shaped slider fixture. As shown in Fig. 3, the clip has two pairs of V-shaped sliders 4 slidable in the guide plate 5, and the V-shaped slider is dragged by the rotation of the adjusting screw 2 to perform centering and clamping. While the clamp is clamped at 19 mm, the 21.5 mm raised structure provides axial positioning. Theoretical analysis proves that the fixture conforms to the design principle and can be used.
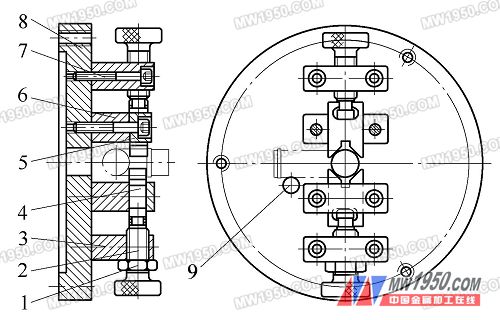
Figure 3 V-shaped slider fixture structure diagram
1. Lock nut 2. Adjustment screw 3. Screw bracket 4. V-shaped slider
5. Guide plate 6. Slider seat 7. Cylinder head screw 8. Face plate 9. Handle
After the fixture was put into production, some defects were exposed. First of all, due to the poor uniformity of size at 19 mm, it often leads to the fact that two V-shaped sliders must be adjusted at the same time to correct the phenomenon, which greatly reduces the production efficiency and at the same time the rejection rate remains high. Secondly, when the workpiece is clamped, the V-shaped slider has to be retracted a large distance to remove the workpiece. Practice has proved that this fixture can not adapt to large-scale production.
Next page
Cnc Aluminum Profiles,Custom Aluminum Tube,Heat Sink Profile,Aluminum Tube Perforated
JIANGSU TONGDE INTERNATIONAL TRADE CO.LTD. , https://www.tongdetrades.com