The yield strength of the material in the pink area is 740~880 MPa. The boundaries in this area depict the range of conditions required in addition to t8/5. Compared with S690QL steel, the t8/5 continuous cooling curve of S890QL steel can be drawn by the same method. The t8/5 continuous cooling curve of S890QL steel, mechanical properties and microstructure are shown in Fig. 6.
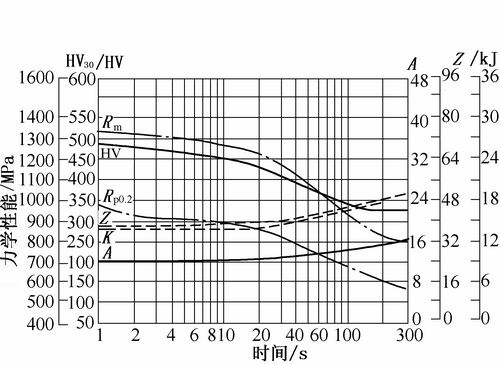
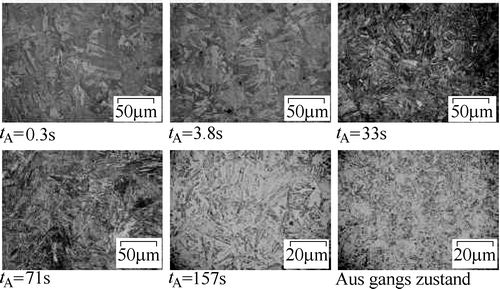
Figure 6 Continuous cooling curve, mechanical properties and corresponding microstructure
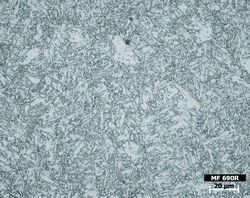
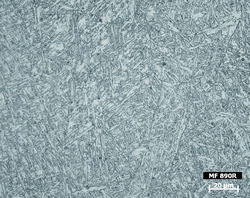
Figure 7 Figure 8
The microstructure of the weld metal is shown in Figures 7-8. The fine crystal microstructure in Fig. 8 has a hardness value of 345 HV which is higher than the hardness value 290 HV in Fig. 7.
In order to control the t8/5 time within the corresponding boundaries, the ThyssenKrupp curve can be used to select the corresponding preheating temperature and heat input. In order to use the graph correctly, the material's carbon equivalent, H content, sheet thickness, sheet temperature, arc voltage, welding current, welding speed, arc energy, thermal efficiency (considering protective gas factors), heat input, welding factors, transition thickness And the type of heat flow needs to be developed. This can be obtained by means of some graphs: SSAB weldcalc2.0 and Yurioka, as well as recommendations from steel manufacturers.
In order to obtain the best welding results, the dry elongation is generally recommended to be 15~18mm. As dry elongation increases, the corresponding heat input and temperature should also increase. An increase in temperature will cause a large amount of H to escape and absorb more O and N from the air.
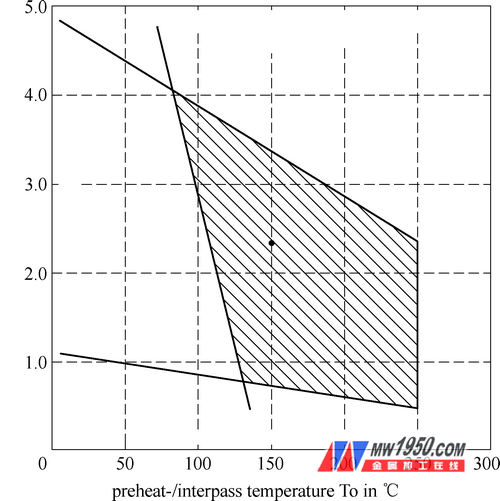
Figure 9 Recommended welding parameter selection area
Related studies have shown that in the weld zone, as shown in Figure 9, a suitable side heat input and a suitable preheat/interlayer temperature value on the other side can be found.
The effect on the heat-affected zone outside the shaded area in the figure is; 1 left: it will cause martensite structure, causing high hardness, low toughness, cold cracks and pores. 2 Upper: It will lead to ferrite microstructure and reduce toughness. 3 Lower: It will result in high hardness and unfused.
Another condition for good weld results is the removal of dust and grease from the weld surface prior to welding. If the correct process is not applied during the welding process, the porosity and cracks shown in Figures 10 and 11 will result. 12 and 13 are metallographic photographs of brittle fracture and ductile fracture under an electron microscope.
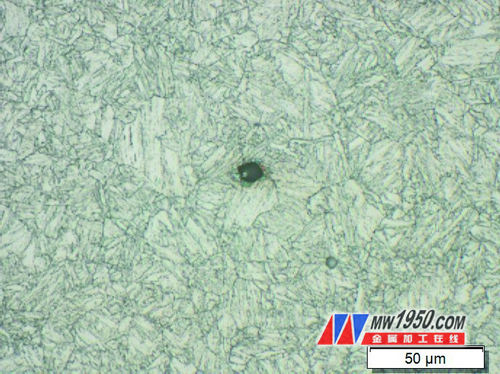
Figure 10 shows the vents produced by solid wire welding of SQ890 steel.
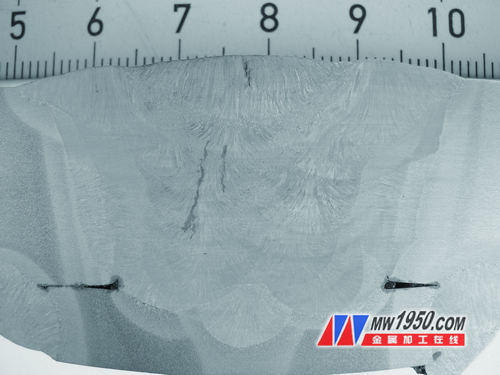
Figure 11 Cracks generated by welding SQ890 steel (F12A8-ECG)
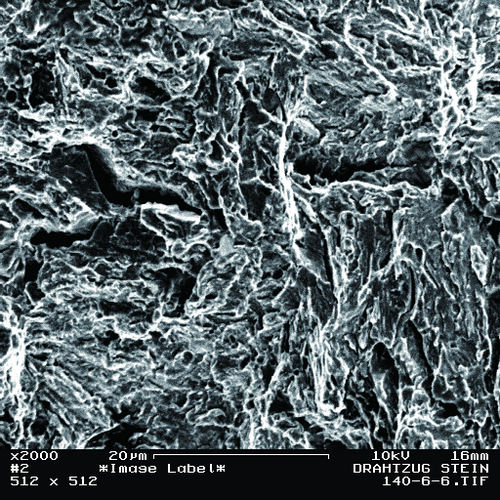
Figure 12 Brittle fracture (F12A4-EC-G)
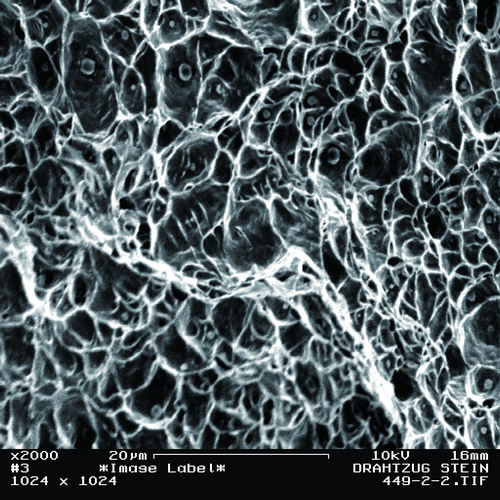
Figure 13 Ductile fracture (T696 ZPM1 H5)
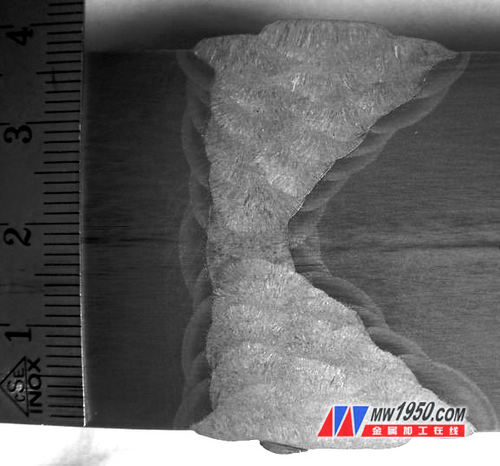
Figure 14
The German company Steinen can provide a variety of flux cored wires suitable for welding different high strength steels, as shown in Table 2.
Metal cored wire, rutile or alkaline flux-cored wire developed on the basis of these flux-cored welding wires can be applied to different marine engineering according to requirements. The rutile type is mainly used for welding structural steel materials with a yield strength of 690 MPa or less. Steel with a yield strength of even 1100 MPa is mainly selected from metal powder cored wire. Alkaline flux cored wire is mainly used for materials with particularly high toughness. Now, rutile cored wire has been developed by us to be used for yield strengths up to 890 MPa. As mentioned earlier, if the appropriate welding parameters are chosen, the welds of the required properties can be obtained. However, it must be ensured that the microstructure in the heat affected zone and the base metal does not contain martensite structure. At present, our seamless flux-cored welding wire has been well applied in various structures in marine engineering, such as the welding of pile legs for offshore oil platforms with a base material yield strength of 690 MPa and a thickness of 177 mm.
The following figure shows the welding procedure qualification of the K-shaped weld (T69 6 ZPM1 H5) of the marine pipelaying vessel. Figure 14 shows the welding quality of the weld. Tables 3 and 4 show the relevant chemical composition and mechanical properties.
For more information on this article, please read the Metal Processing (Thermal Processing) magazine, Issue 4, 2013.
Endless Conveyor Belt,Chevron Endless Conveyor Belt,Ep Endless Conveyor Belt
Hanbang Rubber Belt Co., Ltd. , http://www.nbconveyorbelt.com