Curved thin-walled electrode numerical control machining process
Curved thin-walled electrodes are widely used in the manufacture of injection molds and die-casting molds. Their role is to form the shape of the product, such as heat sinks in motorcycle engines, aluminum alloy heat sinks in computer cases, and power supply cooling windows for audio products. Shape, etc. The thin-walled electrode of the curved surface is generally characterized by: a narrow groove and a thin sheet with a certain height and uniform arrangement, and a top surface having a complex curved shape; processed by electrolytic red copper, the copper material has strong ductility, and is processed by a machining center or a numerical control milling machine. It is easy to produce deformation and bending when processing the shape and the top of the curved sheet; it has high requirements for process planning, cutting amount and CAD/CAM programming parameter setting. Figure 1 shows an example of a curved thin-walled electrode processed by the author when working in a mold factory. Its shape characteristics are:
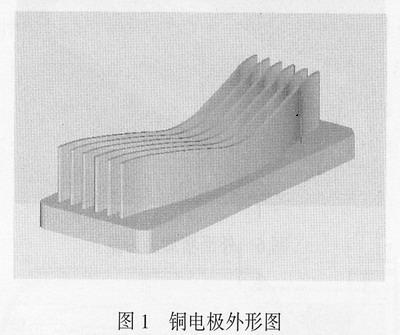
(1) The electrode height is high, and the highest point is 22.0 mm from the base plane.
(2) The electrode sheet has a small thickness of 1.5 mm.
(3) The top of the electrode is curved and must be finished with a spherical knife.
(4) 5.0 mm between the sheets. For narrow grooves, the shape of the sheet can only be processed with a tool with a smaller diameter.
According to the above characteristics, it is programmed with MasterCAM9.1 and processed by VMC850 machining center (manufactured by Taiwan Qiaofu Machinery Co., Ltd., CNC system is FANUC Oi, machine speed is 8000r/min; use Mobil 101# cutting fluid). The following process steps are applied for CNC machining:
1. Basic shape processing
Since the electrode only needs to be machined on the front side, the blank copper material can be directly clamped on the flat pliers (the pliers have been corrected), and the centering knife processing can be started. As shown in Fig. 2, the first step after the knife is to use the processing method of the pocket plane to remove the material around the sheet.
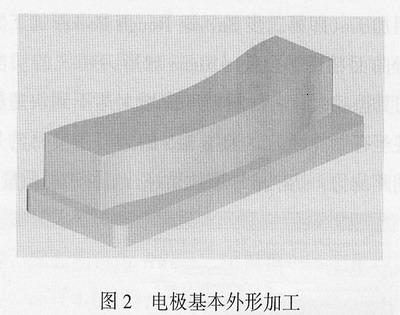
The use of imported ultra-fine particle tungsten steel knives, the tool wear amount is very small, so after rough machining, instead of changing the tool, the Contour contour processing method is used directly to finish the shape and the lower reference to the size. The tool is φ16mm, the roughing tool speed is n=1200r/min, the backing knife amount is 1.0mm per layer, and the feed speed is νf=1000mm/min. Finishing speed n=1500r/min, the amount of backing knife per layer is 11.0mm, and the feed rate is νf=300mm/min. The profile has been machined with a single-sided 0.1mm spark gap; temporarily retain the material of the sheet portion and the portion of each sheet. The lower base is the reference middle frame during EDM, and the bevel is used to determine the direction of the electrode.
Next page
Fire Wood Doors ,Fire Rated Wood Dutch Door,Fire Rated Interior Wood Doors,6 Panel Fire Rated Wood Door
Foshan QI'AN Fireproof Shutter Doors Co., Ltd , https://www.qianfiredoors.com